記事個別ページ
スタッフブログTOPへArticle detailレアメタル金属の溶接、溶融技術の紹介
2016年04月22日 (金)18時32分PM
本日のブログを担当する技術課の芭蕉(ばしょう)です。
最初に説明しておきますが本名です(笑)。芸名ではありません。彼の有名な松尾芭蕉の子孫ではございません。名前負けしないよう日々精進しております!
さて、岳石電気は4/20~4/23に東京ビッグサイトで開催されているMEDTECH 2016に出展しておりますが、私は4/21に説明員として現場に立たせていただきました。ブースに足を運んでいただいた方、ありがとうございます。弊社の技術紹介を展示品を交えてさせて頂きましたが、私が担当している溶接、溶融技術について再度、ご紹介したいと思います。
1.Pt(白金)コイルとKov(コバール)ステムピンのスポット溶接
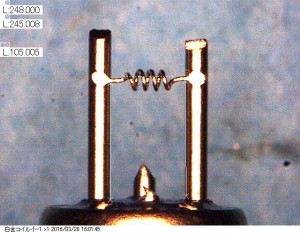
弊社で巻線した白金のコイル(φ0.1mm)の両端をコバルトのステムピン(φ2.0mm)にスポット溶接したものです。右側の写真は溶接部を拡大したものです。白金コイルの端部が加圧によりつぶされて変形し、コバールのステムピンになじんでおります。白金は非常にやわらかい為、スポット溶接に向いております。用途はガスセンサー検知機器等に使用されます。
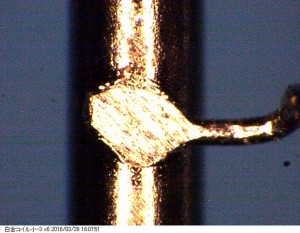
2.W(タングステン)棒とMo(モリブデン)箔のスポット溶接

W棒(φ0.4)にMo箔(幅3.0mm、厚み0.025mm)をスポット溶接したものです。写真の溶接部をよく見ていただくと、うっすら液体のような部分がW棒とMoの間に見えるでしょうか?これはWとMoが溶けて融合している証拠です。タングステンは硬く、そして脆い為、白金と比べると溶接時に変形しづらいです。そのため、無理に加圧してタングステンを変形させて溶接を行うと、W棒が割れたり、Mo箔が破けてしまいます。用途は皆様の会社の会議室でよく見かけるプロジェクター用の電極です。
2.SUSの先端溶融

SUS棒(φ0.5mm)の先端を溶融して球形状(φ1.0mm)に加工したものです。溶融形状を精度よく、SUS棒の中心軸上に球径を安定させるのが難しいです。なぜならば、溶けた部分は表面張力で丸くなろうとしますが、溶融後の放熱(冷却)の影響で溶融形状のサイズや傾きの程度にばらつきが発生する為です。用途は電気メスやカテーテルに使用されます。
弊社の溶接事例を簡単に紹介させていただきましたが如何でしたでしょうか?一口に溶接といっても種類はたくさんあります。(スポット、抵抗、レーザ、アーク等、、、)。弊社では、様々な溶接機器を持ち合わせており、お客様の製品の使用環境やご要望にあわせて最適な溶接、溶融方法を選定して試作を行います。『こんな溶融形状にしたい!』、『とれないように溶接をしたい!』 等のイメージでも構いませんので、お困りの際は是非、弊社までご連絡下さい。難しい宿題をお待ちしております!!
