TOP
会社案内
沿革
設備紹介
環境理念と環境方針
製品事例
製法から探す
素材から探す
分野から探す
技術紹介
主要素材の説明
開発・試作ラボ
ソリューション
ソリューション事例
岳石電気の強み
ご相談から製造までの流れ
コストダウン・海外生産
スタッフ紹介
採用情報
採用情報
募集要項/仕事内容
社内行事・福利厚生
社長からのメッセージ
社員の声
お問合せ
日本語
English
中文簡体字
中文繁体字
TOP
>
BLOG
採用情報
2026-06-08
岳石電気は3Kなのか?
採用情報
2026-05-01
新しい仲間を募集しています
営業スタッフから
2026-05-01
鉄鋼新聞に岳石電気が掲載されました
2026-04-28
<お知らせ>GW休業について
展示会情報
2026-04-21
Medtech出展中!<4/21(火)~4/23(木)>
営業スタッフから
2026-04-16
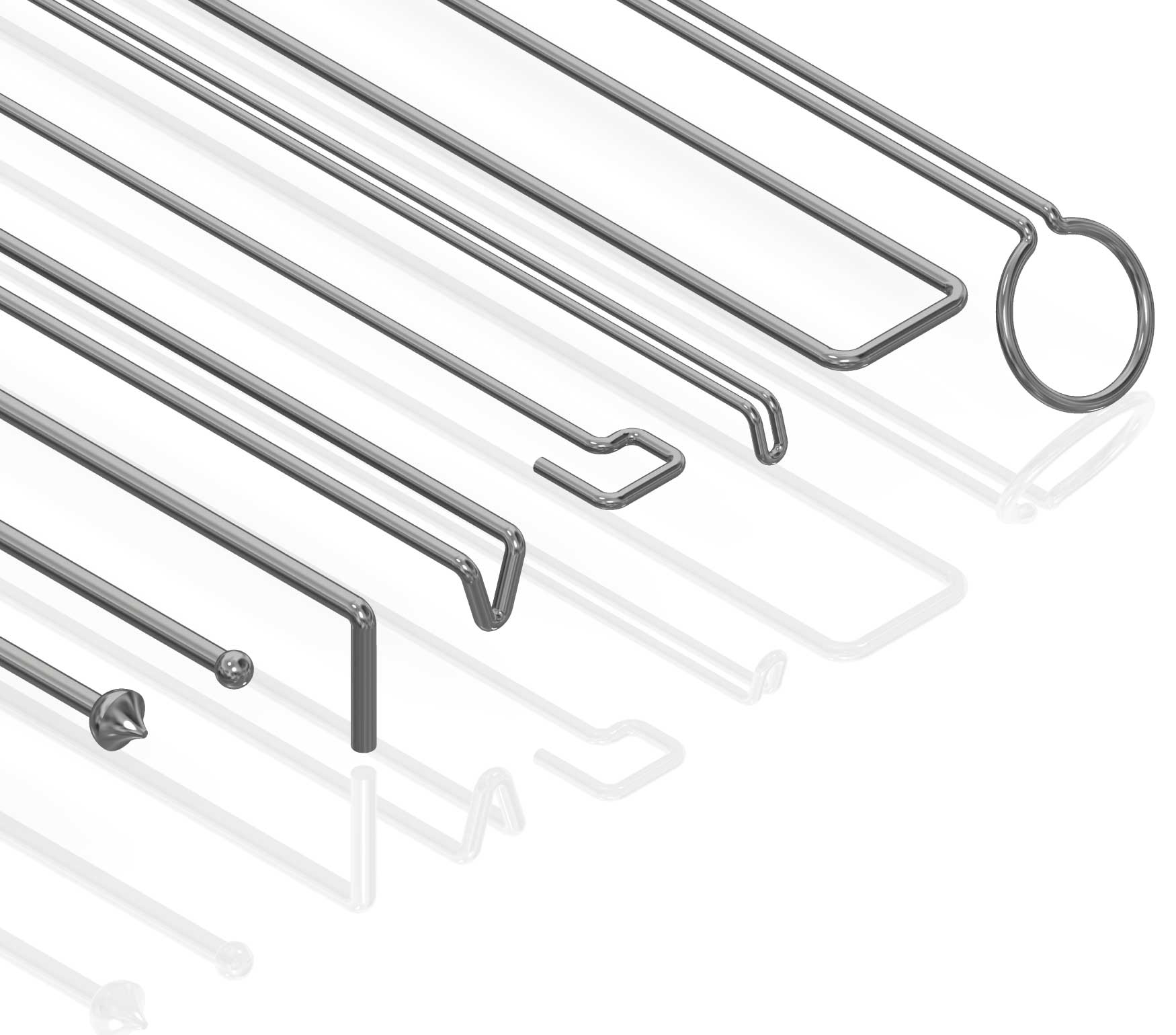
タングステン製フォーミングワイヤー
営業スタッフから
展示会情報
2026-04-10
医療向けステンレスチューブ(穴あけ、テーパー、曲げ、レーザ加工etc)
展示会情報
2026-03-19
4/21(火)~4/23(木) MEDTECH2026に出展します
2026-02-20
タングステン・モリブデン工業会の令和8年賀詞交歓会 技能賞を受賞しました!
2026-02-04
テクニカルショウヨコハマに出展中❢<2/4(水)~6(金)>
1
2
3
…
32
»
PAGE TOP