タングステンのプレス加工技術
技術担当の芭蕉です。
長いようで短い夏季休暇も終わってしまいましたが、皆様はどのように過ごしましたでしょうか?
今年の夏季休暇中は、ほとんど晴れの日がなかった為、私は海にでかける気にもなれず、ほぼ室内で過ごしておりました。。。唯一、子供を連れて遊びに行った場所がアンパンマンミュージアムです。ヨーロッパ出張の時に産まれた次男も早いもので1才になり、そこら中を走り回って大変でした。疲れましたが子供の笑顔に癒され充実した1日でした!
さて、夏季休暇も終わり既に1週間が経ちましたので、そろそろ頭を仕事に切り替えたいと思います。
前回は弊社の組立、溶融技術の一部をご紹介させていただきましたが、今回は技術紹介の第2弾ということで、タングステンのプレス加工技術を製品の事例と合わせてご紹介したいと思います。
ランプメーカ様に納品するタングステン電極の中でタングステンの一部を加工する製品がございます。

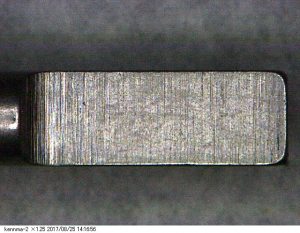
上記の写真はプレス加工ではなく平面研磨加工にてタングステンの丸棒の一部を加工したものとなります。
平面研磨では砥石を使用してタングステンを削って加工しております。砥石で削っていますので研磨した面を上から見ると、横スジがついているのが見えると思います。


続いての写真はプレス加工にてタングステンの丸棒の一部を加工した製品となります。
平面研磨加工では削って除去してしまうのに対して、プレス加工では変形させて平面を作っております。
その為、プレスされて潰れた分のタングステンは横に逃げて、プレスする前の丸棒の径よりもプレスした箇所は太くなっています。また、プレスした面には平面研磨時のような横スジは残りません。
お客様の用途や、加工する形状、及び弊社の作業工程でのコストダウン等を考慮しながら加工方法を決めていくのですが、文章で書くとタングステンのプレス加工は簡単にできるのかという気がしますが、、、
とんでもございません!!!
タングステンをプレス加工する上での一番の難敵はこいつです。

そう、クラック!!!!!
何度こいつに泣かされたことか、、、orz
タングステンは粉末冶金の為、加工するサイズや形状にもよりますが、常温でプレス加工を行うとほぼ100%クラックが発生します。
一般的には熱間プレスを行いますが、熱間プレスといっても検討する項目は多数あります。
・タングステン材料の加熱温度
・プレスする金型の材質、強度
・プレス加圧力やスピード
等々、上記に挙げた項目は一部ですが、様々な検討、実験を何度も何度も繰り返し、ようやくクラックもなく寸法精度もよい製品をプレス加工にて実現することができます。
私はプレス加工品の試作当初から量産立ち上げまでを担当しておりましたが、約1年~2年くらい掛けてなんとか製品化に成功致しました。最初はクラックの無い製品を100個つくるのに2人掛かりで、試行錯誤しながら何日もかけて製造しておりました(歩留まりはいうまでもなく最悪です)。。。
最終的には、生産技術課の力もお借りして量産化を行い、自動機にて無人で1個/約10sで生産ができるようになりました。
自分が試行錯誤しながら苦労した製品が量産となった時の喜びは人一倍です。
今後も新しい仕事にどんどん挑戦し続けていきたいと思います!!